概要
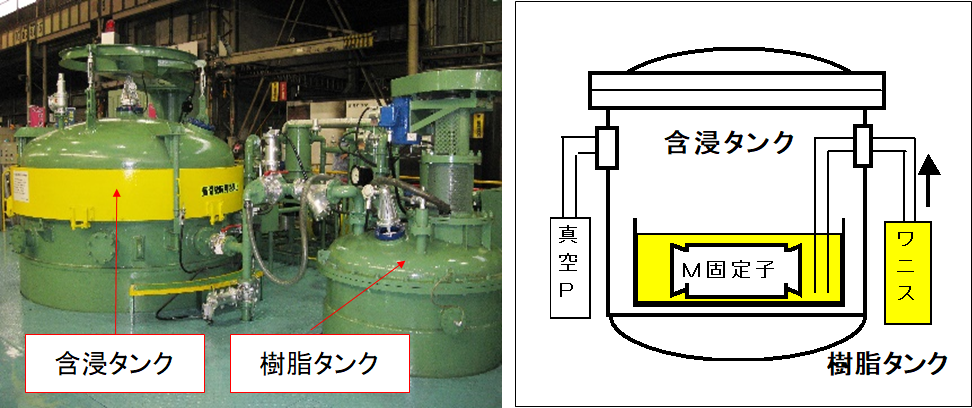
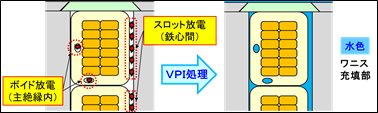
高圧電動機は、絶縁層に発生した空隙やコイルと鉄心間の隙間にワニスを充填する必要があるため、電動機一体の真空加圧含浸処理を実施しています。
本処理は、絶縁物内部の空隙や剥離部へのワニス充填ができることから、新製電動機の他、経年劣化した電動機の絶縁性能を回復させる延命効果も期待できます。
(作業手順)
①固定子装入
②真空引き
③ワニス注入
④加圧
⑤固定子取出
[延命処理効果]
| 絶縁診断項目*1 | 処理前 | 処理後 | |
| 直流吸収試験 | 成極指数 | 4.45 | 5.56 |
| 交流電流試験 | Pi1 | 2.8kV | 3.3kV超 |
| 誘電正接(tanδ) 試験 | tanδ0 | 1.78% | 1.43% |
| ⊿tanδ | 3.62% | 0.41% | |
| 静電容量 | 32nF | 42nF | |
| 部分放電試験 | 放電開始 | 2.33kV | 2.53kV |
| Qmax | 11600pC | 9400pC | |
含浸処理前後の絶縁診断データ
左は含浸処理前後の絶縁診断データです。
真空加圧含浸の効果を顕著に表す診断項目は、誘電正接試験の⊿tanδと交流電流試験の第1電流急増点(Pi1)です。この2つは絶縁物に発生した空隙を示す指標で、含浸後はいずれも特性改善されています。
これは空隙にワニスが充填された結果を示すもので、静電容量の増加からも裏付けられます。
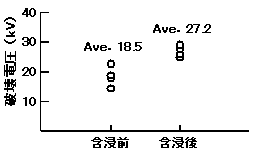
左に含浸処理前後のサンプルコイルの絶縁破壊試験結果を示しています。
含浸前は絶縁破壊電圧が平均18.5kVであったのに対し、含浸後は平均27.2kVと大幅に向上しています。
[施工条件]
前述の特性改善のデータは、真空加圧含浸の優れたワニス浸透力に加え、延命化補修が最適なタイミング(劣化軽度)で実施できた事例で、劣化状況を的確に把握し、最適な時期に延命処理を実施することが重要です。
絶縁の劣化状況によっては、真空加圧含浸による延命化効果が充分に得られないケースがあります。
*1 絶縁劣化診断
絶縁物の劣化状態を把握するためのツールとして、絶縁劣化診断が定着しており、右に示す4種類の試験を行い、絶縁物の劣化程度を判断します。
| ① | 直流吸収試験 |
| ② | 誘電正接(tanδ)試験 |
| ③ | 交流電流試験 |
| ④ | 部分放電試験 |
当社では、右の絶縁診断車を使用して、精度の高い絶縁診断を効率的に実施している他、コイルのレヤー試験、楔の緩み点検等を行い劣化状態を総合的に診断します。