概要
鉄・非鉄分野における中間素材や製品検査へ適用される品質計測用センサは、劣悪な環境下でも耐久性や高度な性能が求められます。
当社では、お客様ニーズや現場環境に適合した検出器の選定や環境諸対策、各種信号処理・演算処理、校正処理などの適用により、これを実現しています。以下に当社開発実績例と、この中から一部を以下に紹介します。
[鉄・非鉄向け品質計測要センサ納入実績例]
| 業界 | 製品 | 適用工場 | 適用技術 |
|---|---|---|---|
| 鉄鋼 | 寸法計(厚み、幅、長さ) | スラブ、厚板、薄板 | 距離測定、光切断 |
| 寸法計(外形、真円度、厚み、長さ) | 形鋼(寸法・長さ)、角コラム鋼管、 UO・電縫鋼管(管端寸法・中央部寸法)、棒鋼 | 距離測定、エッジ位置測定、速度測定 | |
| 形状計(キャンバ) | 厚板 | 光切断 | |
| 形状計(曲がり) | 棒鋼、形鋼 | エッジ位置測定、距離測定 | |
| 表面欠陥検査装置 | 棒鋼、形鋼 | 画像処理 | |
| 員数計 | 棒鋼 | 画像処理 | |
| ゴム | 異物検査装置 | ー | 画像処理 |
| その他 | トンネル検査装置 | ー | 画像処理 |
| 車輪踏面形状測定装置 | ー | 画像処理 |
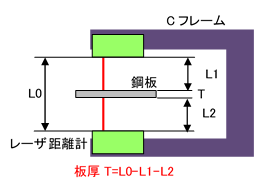
レーザー方式(寸法計の例)
右図は厚鋼板板厚計装置構成です。鋼板上下面の鉛直軸上に 2つのレーザ距離計を対向配置し、鋼板面までの各々の距離と距離計の設置位置間隔から板厚を算出します。従来のγ線方式に比べ、局所的且つ高速な測定が可能です。
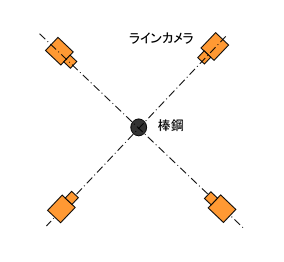
画像処理方式(表面欠陥検査装置の例)
右図は熱間圧延後の棒鋼表面の疵検査を行うカメラ配置構成です。高温では欠陥部温度が局部的に低くなることを利用、棒鋼周囲に熱画像ラインカメラ4台を配置、撮像画像を連結処理後、当社独自の2次元画像処理により疵判定します。
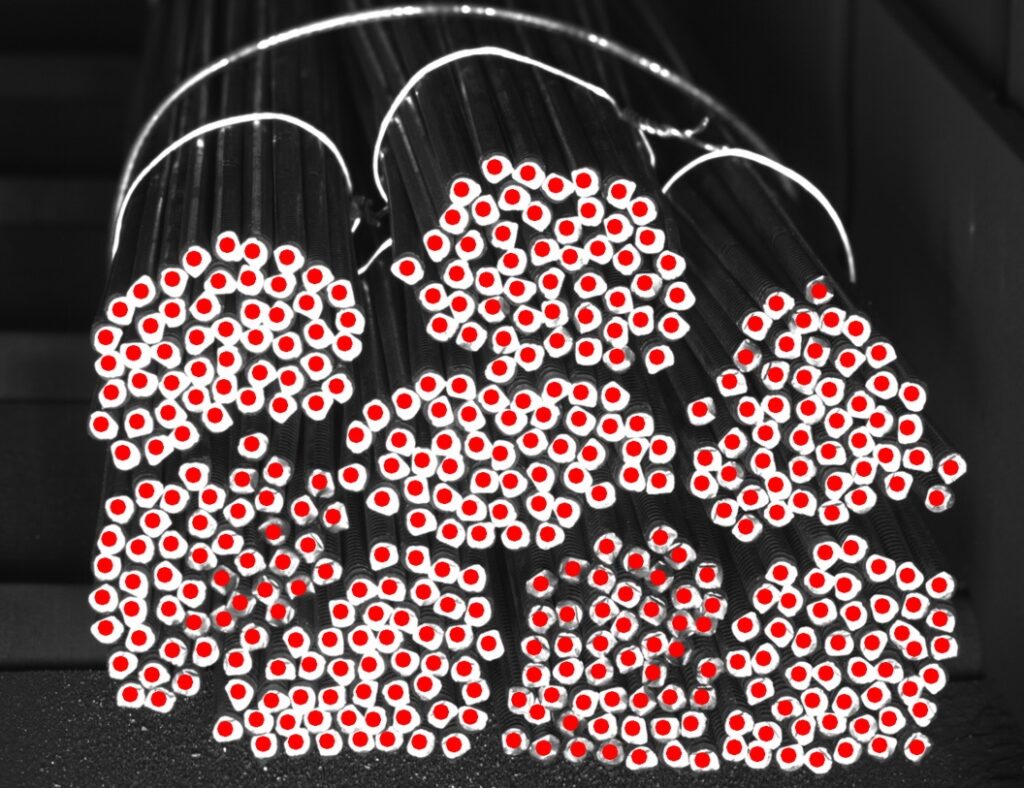
画像処理方式(員数計の例)
右図は結束された棒鋼製品の員数をカウントする装置の構成と棒鋼画像と検出例を示します。
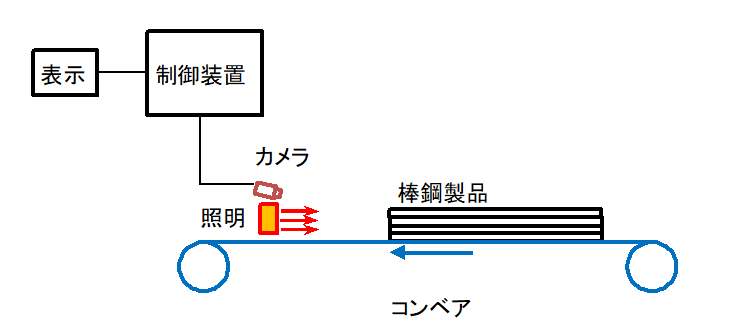
撮影した画像に対し、赤の点がカウントされた棒鋼です。当社独自の画像処理技術により、棒鋼を束ねるバンドを誤ってカウントすることなく、また棒鋼端面不揃い及び切断面状態における不良材除外も加味した高精度な計数が可能です。